
29
2021
-
01
汽車涂裝生產線在試產過程中出現車身車蓋條紋怎么辦?
作者:
XIE
汽車涂裝生產線在試產過程時,發現有少數幾臺車身水平面(機蓋、頂棚)出現不規則的條紋現象。隨著過車量增多,條紋現象變得嚴重,不分車型,幾乎9 0 % 以上過線車身均出現條紋。機蓋等水平面需全部打磨,嚴重影響生產效率。

一、汽車涂裝生產線在試產過程中出現車身車蓋條紋的現象描述
車身條紋異常發生在過線的所有車型,無規律性,過線車基本均出現,嚴重時出現率高達9 0 % 。汽車涂裝生產線在試產過程中出現的條紋主要出現在發動機罩、頂棚等水平面,兩側也少量存在。發動機罩條紋外觀如漆膜上被刷子掃過留下的痕跡,方向不定,磷化目視有微條條紋,電泳濕膜觸摸有凹凸感,兩側的條紋則類似入槽的條紋。
二、汽車涂裝生產線在試產過程中出現車身車蓋條紋的原因與分析
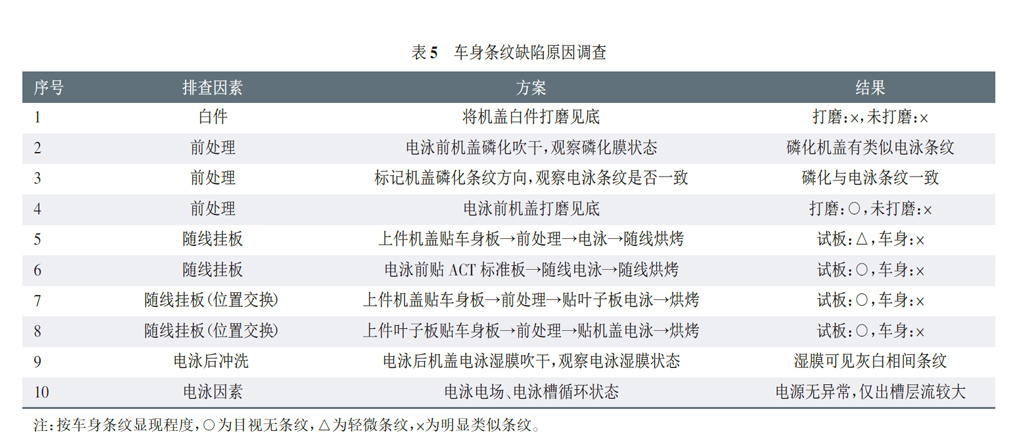
對車身條紋缺陷進行原因排查,結果見表5 所列。由試驗2 ~ 6 說明前處理引起條紋異常的可能性較大。由試驗1 和9 可知,白件、電泳及電泳后沖洗引起異常的可能性較小。檢查前處理噴淋循環狀態,未見明顯異常,通過檢查前處理化驗參數及對比一期數據,發現前處理水洗3 的p H 接近4 . 0 ,對應舊生產線中,水洗3 的p H 均> 5 . 0 ,新線此參數偏低,對水洗3 進行工業水置換,條紋有改善效果,說明水洗3 引起條紋異常的可能性較大。
為進一步確認水洗3 的p H 大小對電泳條紋的影響,進行了跟蹤驗證,結果見表6 所列。以上試驗結果說明:水洗3 p H 低是引起條紋異常的主要因素,由于磷化液的帶入量較多,水洗3 需將溢流補水閥調大,通過不斷置換水,才能維持p H > 5 . 0 。
三、汽車涂裝生產線在試產過程中出現車身車蓋條紋的解決措施
為確保水洗3 的p H 維持在> 5 . 0 的水平,過車時需打開補水閥對水洗3 實施補水溢流,并進行反向過車驗證,第3 水洗補水驗證見表7 所列。水洗3 補水閥關閉1 0 m i n 后,p H 逐漸降低至5 . 0以下,對應車身開始出現條紋,打開補水閥后,p H 上升達到5 . 0 以上,車身條紋逐漸改善,漆面恢復正常。說明磷化后的第1 道水洗即水洗3 的p H 與車身條紋有直接關系,控制該水洗槽液p H 在5 . 0 以上,才能確保車身漆膜質量正常。
汽車涂裝生產線,涂裝生產線,汽車涂裝
相關資訊

暫無數據


聯系我們
尊享定制熱線 7*24小時
全國客戶服務熱線 7*24小時
服務郵箱
工廠地址
廣東省肇慶市大旺高新區迎賓大道2號之二
關注我們








Copyright © 2022 廣東創智智能裝備有限公司 粵ICP備16037319號 網站建設:中企動力 廣州 | SEO標簽













